


MMC para plásticos
0
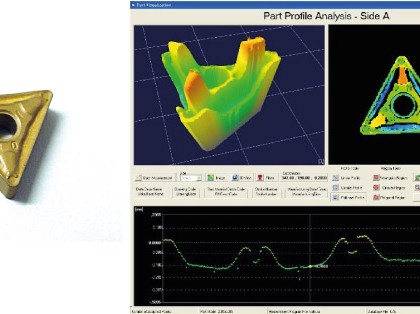
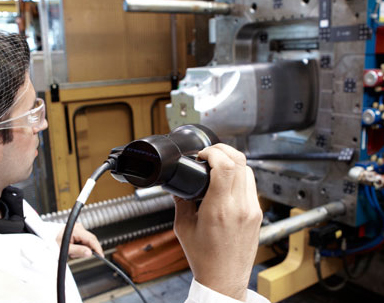
Artigo que informa sobre a importância da tecnologia de medição por coordenadas no ciclo de desenvolvimento de produtos plásticos.
Artigo que informa sobre a importância da tecnologia de medição por coordenadas no ciclo de desenvolvimento de produtos plásticos.
Palestra do Prof. André de Souza sobre Engenharia Dimensional de Produtos.
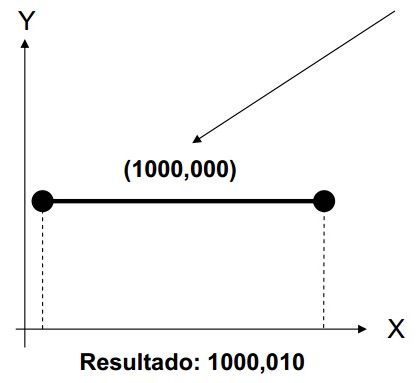
Artigo do Prof. André de Souza que apresenta uma metodologia de simulação numérica computacional utilizando Elementos Finitos e análises geométricas para estimar a incerteza de uma MMC submetida a uma carga estática, comparando seu comportamento metrológico com o de um corpo rígido. Em inglês.
Artigo do Prof. André de Souza com recomendações para a utilização eficiente e confiável da medição por coordenadas.

Artigo do Prof. André de Souza publicado no XVIII Congresso Mundial IMEKO falando sobre o programa educacional para qualificação de técnicos envolvidos com medição por coordenadas no Brasil-FORMA3D. Em inglês.
Apresentação da Photonita voltada para a metrologia óptica aplicada à área de materiais compósitos.
Artigo publicado na revista Banas Metrologia e Instrumentação que aborda o tema do controle geométrico por meio da metrologia óptica.
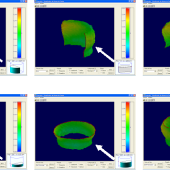

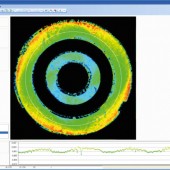
This work presents a radial white light interferometer developed for non contact measurement of cylindrical parts. The system uses an innovative radial interferometer of non coherent light, enabling the measurement of a whole cylindrical area without any circular movement of the part. The system is fully automated and, as the measurement is performed over an area and not over a line, a few vertical steps are enough to evaluate the whole form of internal or external cylinders. Up to 300.000 points can be measured in each acquisition, making possible an in depth analysis of the cylindrical geometry. Dedicated software process the clouds of points and calculate parameters as circularity in each section, straightness of boundaries, cilindricity, etc. The measurement of the part can be done also by comparison with a standard or by comparison with the part itself, for example, in the evaluation of wear and loss of material during test of products. The part is measured before and after running a test and the results can be compared and several parameters calculated. The calibration of the system defined an uncertainty of ±0,002 mm for absolute measurements and ±0,001 mm for differential measurements.

Sistema óptico panorâmico para inspeção e medição automática dos ângulos de cruzamento da operação de brunimento e análise visual da superfície brunida de cilindros de bloco de motor.